Plastic Auto Mold For Car Rear Light


Short Description:
Plasti auto mold for car rear light, injection on 450T machine. To choose a right material for a project is one of the most important factors in creating plastic parts. With hundreds of commodity and engineering resins available on the market today, material selection process for plastic…
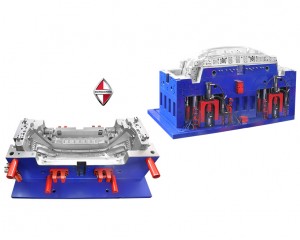
Plasti auto mold for car rear light, injection on 450T machine.
To choose a right material for a project is one of the most important factors in creating plastic parts. With hundreds of commodity and engineering resins available on the market today, material selection process for plastic injection molding jobs can often seem daunting at first.
At JS MOULD Mold China, we understand the unique benefits and properties of different types of plastics and work closely with customers to find the best fit for their project. We think you’ll find it helpful and informative.

Analysis of injection mold design of automobile headlamp shell
Car headlights are mainly used for lighting, can be said to be the eyes of the car, headlights is a general term for all automotive lighting systems.Car lamp appearance requirements are high, several important parts are transparent parts, electroplated parts, it can be said that the car appearance of the most demanding parts is the lamp, so the mold design and manufacturing requirements are very high.
General car’s main lighting is the front and rear headlights.Different car lights have different configurations, the same car system according to the height of the configuration is not the same.The main components of automobile front and rear lights are: left and right lens.Decorative frame around. Lamp shell around.Left and right mirror, automobile lamp appearance requirements are extremely strict.


Molding part design
Because the mold is A large mold and the parting surface is complex, the forming parts and the template adopt an integrated structure, that is, the fixed mold A plate is the fixed mold forming parts, and the moving mold B plate is the moving mold forming parts.The advantages of this structure are compact structure, good strength and rigidity, small size of the die, avoid opening frame, matching frame and manufacturing inclined wedge and other cumbersome procedures.
1. The parting surface is smooth without sharp corners, thin steel, wireless or point sealing glue;The surface sealant is constructed. When parting, the surface method such as extension, sweep and mesh is used. The parting surface is constructed according to the shape of the plastic parts.The constructed parting surface can effectively ensure the CNC machining accuracy, without EDM corner clearing, and the parting surface is not easy to run rough edges.High speed machine is required for light cutting tool parting surface of headlamp mould. The spindle speed of the machine tool should be at least 20,000 revolutions per minute.
2. The fitting part of insert and moving die and the root of stop mouth are designed with appropriate process Angle R or vacancy avoidance, which simplifies the processing procedure and reduces the processing hours and improves the processing efficiency.
3. Design R Angle for all non-forming corners to prevent stress cracking. The process R Angle should not be less than R5, and the process R Angle should be designed as large as possible according to the size of the mould.Sharp edges on the mold are easy to cause accidental injury to the operator. The edges on the mold that are not involved in forming or matching should be designed to chamfer C Angle or R Angle, and larger chamfer should be designed as far as possible according to the size of the mold.
4. Parting surface to avoid air: the width of the mold parting surface is 40MM, and the fixed moving die outside the parting surface should be avoided by 1MM, in order to effectively reduce processing hours.Avoidance of parting surface not only refers to the peripheral parting surface, but also includes a large area of parting surface.Special note: the width of the parting surface of the mold includes the exhaust groove.In a large area to avoid the air to design the pressure block, in order to ensure that the mold force uniform, to avoid long-term production of the mold running front, in the design of the perforation area to avoid the air, but also in the design of the fixed mold or moving mold vent, to facilitate the compressed air discharge of the fixed mold.
5. The parting surface is constructed according to the shape of the plastic parts, and the plastic parts are optimized if necessary.For medium and large molds, the pressure plate groove is opened as far as possible to facilitate CNC processing.When designing the parting surface, try to simplify the mold processing, smooth and smooth as the principle, and make the parting surface without thin steel, no sharp Angle, and reasonable penetration Angle.
6 parting surface is smooth and smooth, UG parting is forbidden to appear a lot of broken surface small surface (CNC processing is easy to spring knife, processing accuracy is reduced), try to use the extension surface, mesh surface, sweep surface to build parting surface, or extend 10-20mm sealing surface, then do tensile surface and transition surface, sealing surface according to the injection molding machine tonnage and mold size design.
7. The parting surface or the perforation of all the perforation angles are designed at more than 7 degrees to improve the service life of the mold.
8. For medium and large automobile molds, insert design should give priority to assembling and disassembling from parting surface as far as possible. The plastic plastic glue level surface can be treated with copper blocking.